Authors:
Nicole Warren – Quality & Process Change Manager, Bachelor of Engineering (Hons) and Science
Peter Atanasovski – Quality & Process Change Manager, Bachelor of Engineering (Hons)
Mark Donato – Operational Performance Manager, Bachelor of Applied Science in Manufacturing Operations.
INTRODUCTION
Between 2002 and 2003, NAB faced an economic backdrop of declining interest rates, which resulted in a twenty per cent growth in home lending volumes. During this time, NAB Lending Services experienced an unprecedented level of backlog with managers unable to clearly monitor resource levels and pending work in the system. As a result, rather than reap the benefits of this surge in lending volumes, it exposed major flaws in operational capability.
The key flaws in Operations were:
- Lack of forecasting – Staff levels were planned according to past knowledge or ‘gut feel’ resulting in severe over and under staffing. There was no forward visibility of volumes.
- Lack of process rigor – Processes were changed without authorization creating inconsistencies in work expectations and tracking across the processing centers.
- Vague metrics – Metrics were mainly focused on basic financial data and FTE tracking, none properly showed performance or highlighted reasons for operational gaps.
- Large productivity variations – Variation in employee productivity were as large as 80% from one day to the next due to skills shortages, and incorrect staffing levels.
To overcome these issues, NAB Lending Services Operations had to be overhauled and the ‘match fit’ program was developed. The purpose of the program was to stabilise the business and build operational capability. Some of the elements were:
- Customer touch point mapping to improve customer service quality;
- Establishing clear and concise service level agreements with more robust operational metrics;
- Process mapping across the operations;
- Improving span of control;
- Adoption of manufacturing principles and the hiring of executives with manufacturing production backgrounds;
- Better match of supply and demand through Sales and Operations Planning (S&OP) and Active Operations Management (AOM).
The main focus of this paper, and of the presentation, is how the business was stabilised with S&OP and AOM, and how in a stabilised environment, Six Sigma and Lean manufacturing are the next evolutionary step to gain further performance improvements.
STABILSATION THROUGH SALES & OPERATIONS PLANNING (S&OP) AND ACTIVE OPERATIONS MANAGEMENT (AOM)
In order to mitigate the risk of over or under resource allocation, and to actively anticipate incoming work volumes, the Sales and Operations Planning process was initiated. Initially these meetings were focused on delivering a rolling six-month forecast, which, with growing maturity was moved to a twelve-month view.
To develop monthly forecasts with even greater accuracy, and to rely less on historical data alone, a cross functional team consisting of, marketers, economists, product development managers, and Operations meet on a monthly basis at the one on one S&OP meetings to discuss the most up to date sales history, external factors such as market growth, up and coming government policy changes and scheduled sales campaigns. Forecasts are in a language and ‘currency’ that can be translated at all levels in S&OP realms. For example, in retail, a loan draw down number is used, as it is relevant at the sales level and the processing team level. Forecasts are then signed off by the relevant business partners and operations members, it is then communicated to the processing centers with other relevant planning data such as, working days in the month, weekly percentage weightings, etc. The S&OP forum is responsible for the high-level twelve-month rolling forecasts along with rough-cut capacity planning models that highlight any potential issues within the twelve-month horizon. If any extreme capacity shortfalls or excesses are found, Operations are then responsible for matching the supply to the demand as closely as possible by using levers such as staff movements, overtime, productivity gains, Work In Progress fluctuations, utilisation and leave management.
To ensure that the centralized S&OP and AOM planning model has accountability inbuilt, team leaders build their plans based on the S&OP forecast data supplied, along with their ‘localised’ knowledge of incoming work, and their resource availability. They have full responsibility for the week-to-week forecasts they build in the AOM software tool. This ensures that they no longer hide behind the bureaucratic layers or submit vague forecasts, as their forecast accuracy is part of their performance framework. There are three weekly activities that assist in improving capacity planning and the supply / demand management. They are:
Daily tracking and monitoring – Each morning volumes and staffing levels are entered into the AOM system, and the program calculates the variance to the plan. This helps the team leaders to assess real time information to better match supply and demand.
Weekly Planning Meeting – Team leaders build their weekly plans and aggregate them into a department view. Any surplus and deficiencies are then redeployed as required and committed.
Best Practice Meeting – The previous weeks forecast is reviewed, variances discussed, and best practices shared, ensuring a constant feedback loop, which further improves forecasting accuracy week by week.
The AOM software tool enables team leaders, department managers, centre managers, and business unit managers to view incoming and outgoing workloads, resource availability, staff productivity, utilization, and forecasting accuracy with ease, enabling prompt load balancing decisions based on fact, not ‘gut feel’.
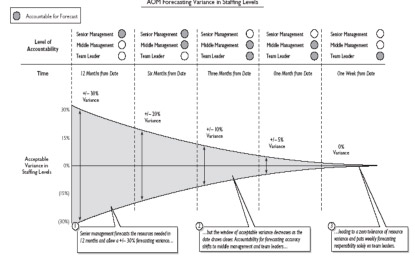
The variance-staffing model used is best described in diagram 1 below. It begins to forecast twelve months into the future and establishes clear levels of accountability at each stage along the 12 month forecasting timeframe. The S&OP forum senior management is accountable for determining the annual forecast, and it looks to build a multi skilled staffing pool to handle the anticipated incoming work if deficient. Due to the long time horizon, nature of decisions, business launches, reorganization, and strategic changes, a staffing variance of up to thirty percent is allowed. The responsibility gradually shifts to middle management six months from the forecasted date and the window of acceptable staffing variance declines as uncertainty in particular areas narrows. Finally, one week from the forecast date, the accountability rests solely on the team leader who is given minimal or zero staffing variance. This resource funneling process ensures that actions begin up to twelve months in advance for appropriate staffing in the weekly timeframes.

The AOM forecast planning process gives the teams the ability to move from a fixed labor model (see diagram 2) to a flexible workforce model that fluctuates with work volumes (see diagram 4). To manage this, the team leaders use a simple balance sheet to calculate weekly surplus and deficits (see diagram 3). On one side of the balance sheet, the projected incoming work is shown. This work is divided into core work (time spent on processing activities / transactions) and diverted work (time spent in meetings and training). The other side of the balance sheet estimates the resource availability, including considerations for annual leave, and over time, etc. The difference between incoming work and resources available appears at the bottom of the balance sheet as either a surplus or deficit. By translating incoming work and available resources into units of time or labour hours, rather than lists of activities and skills, “time” becomes the common denominator to match incoming work to available resources.
To ensure that resource surplus is used and not wasted, team leaders must deploy any excess staff to other activities in order to meet the variance staffing model requirements. Staff is shared among the different teams, departments, sites where there is a greater need and skill availability, or they can be sent to a training course. By encouraging staff to adopt a variety of work and training during down-time, team leaders benefit from building a multi-skilled staff base, which will be of benefit during peaks.
Through the AOM program, an internal labour market is created, where excess labour is allocated to the business areas where it creates the most value, and at the right time. This is accomplished by creating a universal pricing system through the use of labour ‘time’ as the common currency matching incoming work with the resources. Further to this, the daily, weekly and monthly meetings among the team leaders and department managers serve as the venue to exchange labour in a ‘loan’ and ‘borrow’ scenario. Also, the strict caps established in the staffing variance model provide the clearing mechanism that compels team managers to trade employee time. During times of high fluctuations, where large deficits appear, external temporary staff are used to increase the resource flexibility.

RESULTS AND BENEFITS TO DATE FROM STABILSATION
The most visible result in the S&OP and AOM forecasting process is the astounding improvement in forecasting accuracy, rising from 60% in 2003 to 95% in 2005. This translates to a 58% improvement in this metric alone. To date, S&OP best practice standards have been maintained at a +/- 5% variance in any given month at a national level. This improved accuracy has had several positive ripple effects, such as:
- A 24% productivity improvement over two years
- An 8% increase in output in the same period
- A 6% reduction in unit cost
- return on investment in 6-9 months
Other benefits include, reduced rework levels due to greater levels of skilled and motivated staff, and an increase in time spent on processing core work, in other words, better and more effective use of resource time to enhance the customer experience.
LESSONS LEARNED FROM STABILISATION
Through out the stabilisation journey, lessons did come thick and fast, and listed here are just a few:
- Executive level buy in from the roll out phase through to business as usual is critical. Ensuring that appropriate discussions take place and performance frameworks are created gives the program the importance and focus needed,
- A common language or currency for forecasting is critical. It needs to be established as early as possible in order to set the forecasting and planning process in motion, and needs to be agreed upon by all involved in the S&OP forum,
- The stabilisation process is a journey that can take a little while to ‘kick in’, but commitment to it will reap the benefits,
- Establish a clear and concise yearly planning calendar that has critical monthly deadlines outlined. This enables the discipline to become embedded and controlled in a timely fashion each month,
- Don’t be afraid to document the inputs, outputs, and processes early on as they become valuable training tools in the future, and ensure they evolve as necessary.
- If you don’t have the appropriate skills in your business, employ them or build the specific capabilities. This will ensure that best practices are used, not ill-informed ones
- Be prepared for attrition in critical roles, as this process will bring greater accountability in the operations areas.
- When aiming to stabilise a business, work towards standardising processes, tasks, naming conventions, etc as much as possible. A ‘first cut’ attempt can put you in better positioning for the future.
As can be seen, there are significant improvements made from just stabilising the existing processes and procedures using some simple yet effective manufacturing methodology. A solid foundation has been built in which to overlay Six Sigma and Lean manufacturing to gain further process efficiencies and improvements.
SIX SIGMA AND LEAN MANUACTURING
Six Sigma and Lean Manufacturing fit into the overall picture as the progression to process improvement following the stabilisation and standardisation of processes through AOM and Match fit.
The NAB strategy within Lending Services employs both Lean Manufacturing principles and Six Sigma methodologies to both reduce waste within the sites and to reduce variation within the high number of processes. These both fit together; Six Sigma is predominantly used as the Project management framework and Lean principles, via workshops, to transform the environment to one, which is visual and efficient.
DEPLOYMENT OF SIX SIGMA AND LEAN MANUFACTURING
The deployment of these principles throughout Lending Services has been a Top-Down approach. The deployment is still in its infancy, as it commenced in mid 2005. This approach is necessary to ensure that new learning’s and methodologies are sustained rather than becoming just another “program” which will soon disappear.
The initial use of Six Sigma within Lending Services has been via the Operations Business and Change Management team who predominantly work on projects. Using the methodology for large-scale projects with high exposure has helped to spread awareness to other business units. The projects have focused on the requirement of data to determine the root causes to issues, followed by the development of initiatives.
The next stages of deployment involved creating a general awareness throughout the sites of both Six Sigma and Lean, which occurred via interactive 1-hour awareness sessions. All Lending Services employees were invited to the sessions as an introduction to the principles and to provide a base knowledge. This base understanding assisted the project teams when staff members had to be approached to assist in collection of data for projects. The awareness sessions were a great success and created a “buzz” in the sites with areas approaching facilitators to find out how they could get involved.
The excitement generated by the awareness sessions has led to the next stage of deployment, Lean workshops
The lean workshops have been designed with the objective to target specific low performing areas and to make quick, low cost improvements immediately. The participants of the Lean workshops are specific to the area targeted and include key people such as the team leader, production manager and subject matter experts.
Initial pre-workshops are conducted over 1 day using a simulation to introduce the team members to the tools and to give them an opportunity to use them. They are then given the task to identify waste and opportunities for improvement within their areas. The actual workshops are interactive and the area is stripped of waste and refined over a 12 week period. The introduction of lean to the functional areas within Lending Services particularly focus on the following 5 tools: 5S, visual factory, value stream mapping, 8 wastes and FIFO and min/max systems, all which are described in more detail below.
TRANSFERABLE TOOLS
In the early stages of both the Six Sigma and Lean deployments the teams have been careful to utilise only the most effective and relevant tools appropriate for use within the Lending Services environment. This in part has been required to ensure understanding and uptake of the relevant tools and initiatives to evolve from the program. Some of the tools Lending Services has used successfully are:
Six Sigma
- Problem Charter – The charter details the Problem Statement, specific goals, stakeholders and time-lines.
- Process Mapping, Data Collection tools, Sample Size determination, Cause & Effect techniques.
- Data Analysis tools such as Box Plots, Pareto charts, Run charts and Correlation/Regression studies
- Metrics: Baseline capability, Sigma levels
Lean Manufacturing
- Visual factory – Visual aids such as team boards (Dash boards), which show the actual performance, compared to targets for variables such as Volume, Quality and Unit Cost.
- Value stream mapping – A process flow with all tasks and times, such as transit, inventory and process. The non-value (wastes) tasks can then be determined from the value stream.
- 8 Wastes – Defining tasks in terms of Value Add, Business Value Add and Non Value Add
- 5S – Simplifying the work environment to increase efficiency and organisation
- Min/Max inventory levels and First In First out design (FIFO)
BENEFITS THUS FAR
The main benefit experienced immediately was the use of data when making decisions. The previous environment had used limited data when determining the root causes for issues.
Some examples of the specific benefits outlined through some initial Six Sigma projects include:
- Improvements in service expectations for the customer
- Retail and Business streams – Business stream reduction in time to cash by 20%
- Cost reduction initiatives of approximately $5m
- Quality improvements through inbound error reduction eg. Reduction in errors to Business Stamping and Registration teams from 24% to 8%.
DIFFICULTIES IN THE SERVICES INDUSTRY
The differences between the manufacturing industry and the services industry means that not all tools available within the Six Sigma and lean compendium are beneficial to both. The method of implementation of the methodologies must be adapted for the industry.
Some of the difficulties experienced when using manufacturing based tools in a services environment included:
- Lack of useable data
- Voice of the Customer data is difficult to obtain
- The culture of using metrics is relatively new as compared to manufacturing
- Additional time must be allocated in projects, to allow team members to learn and understand the concepts.
- The process is highly paper based or electronic – harder to see inefficient areas as compared to manufacturing where inventory stockpiles are easily visible
LESSONS LEARNT
The main lessons learnt during the implementation of the process have included the following:
- Must be implemented as a Top-Down approach
- Awareness sessions for all staff gain buy in for the methodology and assist when implementing improvements
- Training which is rolled out must be adapted to suit the audience. Highly statistical presentations are not viable for an area in it’s infancy
- Necessity to engage cross- functional teams with members from both financial services and other industry backgrounds.
In conclusion, the traditionally manufacturing based tools and methodologies described in this paper have provided the NAB with an ability to stabilise the business followed by the ability to increase performance through improvements. The benefits realised have been substantial and as these manufacturing philosophies are embedded further, the culture of continuous improvement will develop.